Designing the Optimal Cure for Lightning-Proof Composite Airframes
How Chronotope designed the cure process to manufacture a lightweight composite airframe panel for UAVs, achieving full cure, reducing distortion by roughly 17%, and cutting build-test cycles by up to 80%.
The Composite Demand
Next-generation aerospace platforms are increasingly dependent on one material class: composites. For UAVs, for example, the skin of the aircraft is no longer just a structural shell. Beyond needing to carry mechanical load, it must provide electromagnetic shielding, protect against lightning strike, resist the effects of extreme environments like preventing corrosion and enabling de-icing, and support embedded health monitoring. All while being extremely aerodynamic and energy-efficient.
That creates an obvious materials opportunity: replace traditional metallic protection layers with lighter, multifunctional composite systems. But it also creates a manufacturing problem.
The bottleneck is rarely the idea of a better composite. It is finding the formulation and process window that makes the material real: fully cured, low-distortion, repeatable, and compatible with the equipment and certified resin systems already in use. The problem is almost never having a material with the right properties, but rather manufacturing it fast and cheap enough such that the production scale-up is profitable for all parties.
Chronotope tackled this problem in a recent case study with an advanced U.S. composites manufacturer serving aerospace and defense applications.
The objective was to identify the carbon-nanofiller recipe and cure window for a lightweight, lightning-protected composite airframe panel that could come out of the autoclave fully cured, flatter, and at a fraction of the weight of copper mesh.
Our optimizer reached the target cure window in about 8 build-test cycles. Trial-and-error still had not matched it after 40.
The Composite Trade-Off
Composite airframes are attractive because they are light, strong, and moldable into complex geometries. But replacing metallic structures with carbon-fiber composites introduces a major issue: carbon-fiber skins conduct far worse than aluminum. An electromagnetic strike can thus damage the composite, delaminate plies, burn into the structure, or compromise internal systems unless a conductive protection layer is integrated into the skin.
The conventional solution is co-cured copper mesh. It works. But it adds weight to every protected surface, often in the range of 150–200 g / m². In elite-performance environments, that is unaffordable dead weight.
Carbon nanofillers such as graphene, carbon nanotubes, or carbon nanofibers can do the same job at a tiny fraction of the penalty of copper. They can provide conductivity, potentially enabling lightning protection, EMI shielding, and other multifunctional properties at much lower areal weight.
But they also change the material system. Carbon nanofillers change how the resin cures, and the cure cycle itself sets how much distortion you lock in.
Filler type, loading, aspect ratio, resin chemistry, temperature, dwell time, ramp rates, and cure schedule all interact. A cure cycle that works for the base resin may not work for the modified formulation. A filler loading that improves conductivity may change cure kinetics, residual stress, viscosity, dispersion, or final distortion. A hotter cure may improve the degree of cure but lock in more stress. A cooler cure may reduce distortion but leave the part under-cured.
There is no clean one-to-one map from any single knob to the material that will be good enough for a good enough price in a good enough timeline.
Where Traditional Search Becomes Expensive
A realistic process search can involve a multi-parameter cure cycle, nanofiller selection, filler loading, resin constraints, and manufacturability limits. Even a modest search space quickly becomes 100,000 to 10 million possible recipes, several of which meet the required physical properties in theory. And traditional build-test cycles can involve laying up a panel, curing it for hours, machining coupons, inspecting for defects, and running mechanical or electrical characterization. Depending on the scope, each cycle can cost thousands of dollars and take days or weeks.
Economic returns are obtained from extracting directional signals from each expensive cycle faster than human intuition or traditional software can, and using that signal to carefully craft the next cycle by predicting what the outcome will be.
Predicting the Optimal Cure
We built a physics-informed workflow around the decision the engineering team needed to make: what formulation and cure window should be tested next?
First, we modeled the underlying cure physics. The model captured degree of cure and distortion using established cure kinetics and residual-stress approximations. This created a physics-grounded way to evaluate candidate recipes and cure windows before building physical panels.
Second, we trained surrogate models to causally predict the key manufacturing outcomes. The model learned how changes in cure temperature, dwell time, filler choice, and filler loading affected degree of cure and distortion.
Third, we used constrained optimization to recommend the next best experiment. The optimizer searched for the lowest-distortion point that still satisfied the hard constraints: full cure and lightning-protection requirements.
This directed search changes the game by speedily enabling the optimization of the trade-off boundary: curing as gently as possible while still reaching the required degree of cure.
Reducing The Cycles From Dozens To Eight
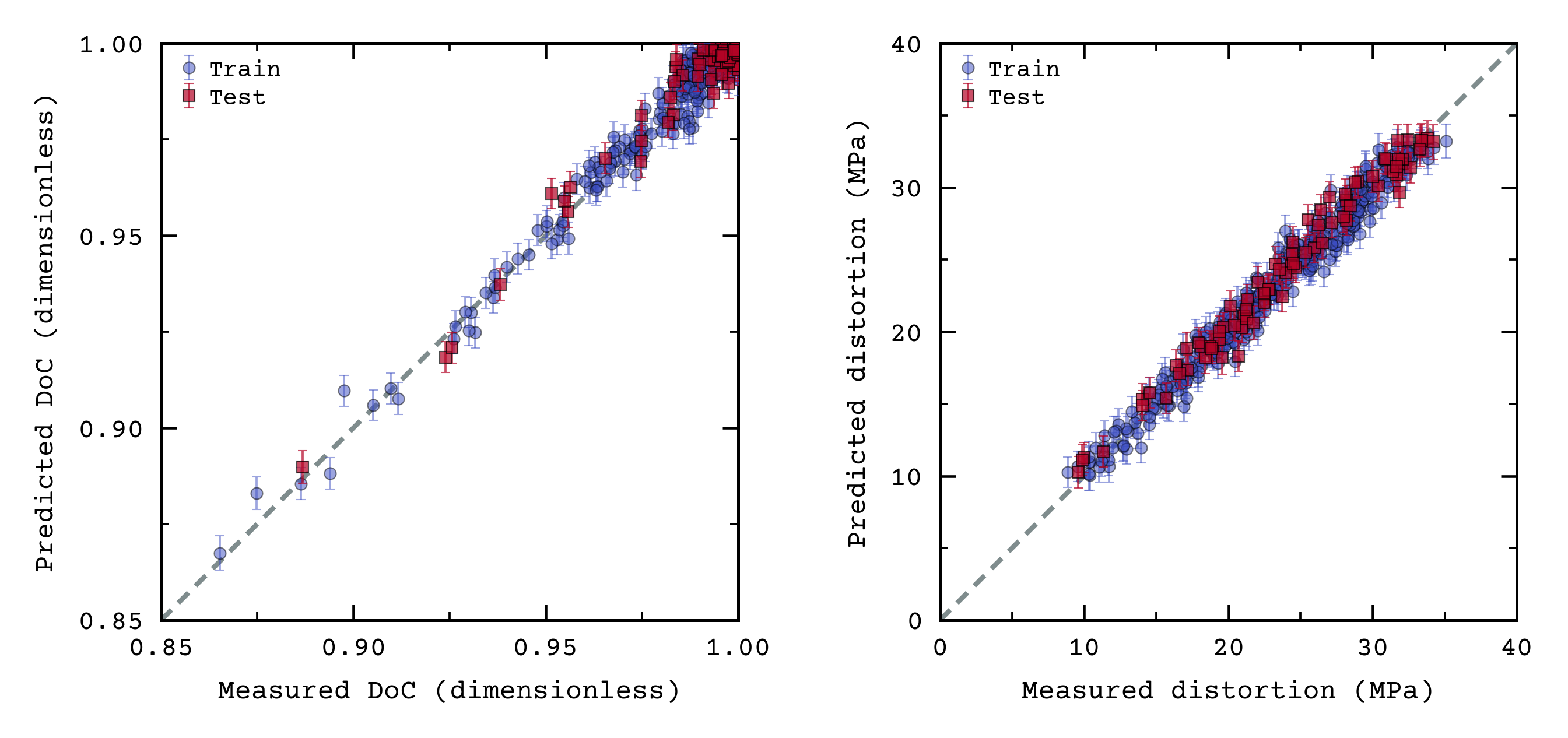
The model recovered the cure physics with high accuracy. Under realistic injected measurement noise, the surrogate predicted degree of cure with approximately R² = 0.96 and distortion with approximately R² = 0.97. That means the model explained nearly all of the measurable variation in whether a recipe reached full cure and how much distortion it locked into the final part.
Once the model could predict the shape of the cure surface, we used it to propose experiments that balanced predicted improvement with the probability of satisfying the hard manufacturing constraints.
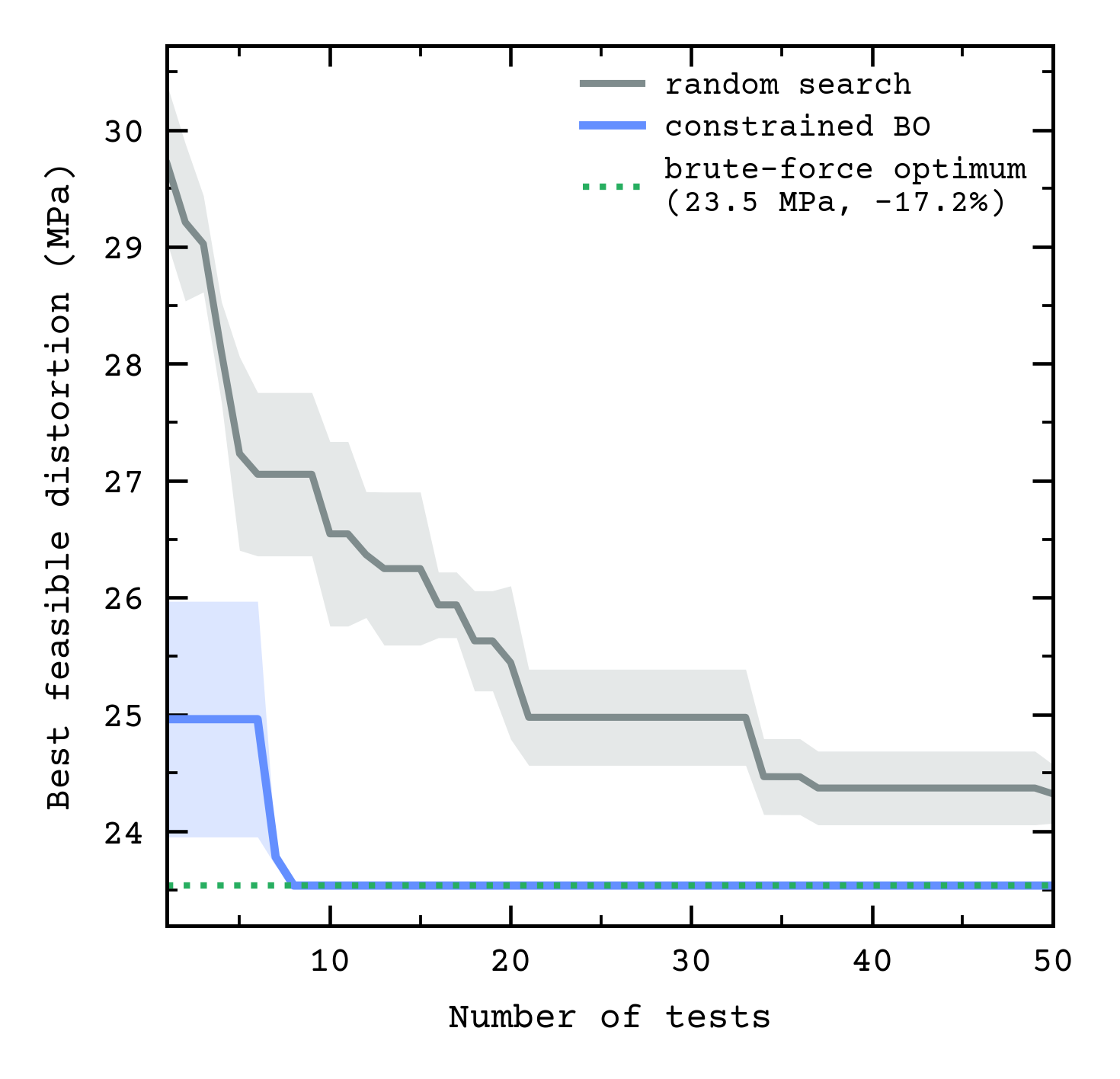
We found the fully cured, low-distortion window in about 8 build-test cycles. Pseudorandom trial-and-error, simulating traditional R&D in the space, still had not matched that result after 40 cycles. This represents a reduction of around 80%.
A Better and More Efficient Composite
In the representative cure-window slice, the manufacturer’s default condition sat around 177 °C for 120 minutes. The optimized condition moved cooler, to approximately 150 °C for 128 minutes, landing on the full-cure boundary while reducing the distortion proxy by roughly 17%.
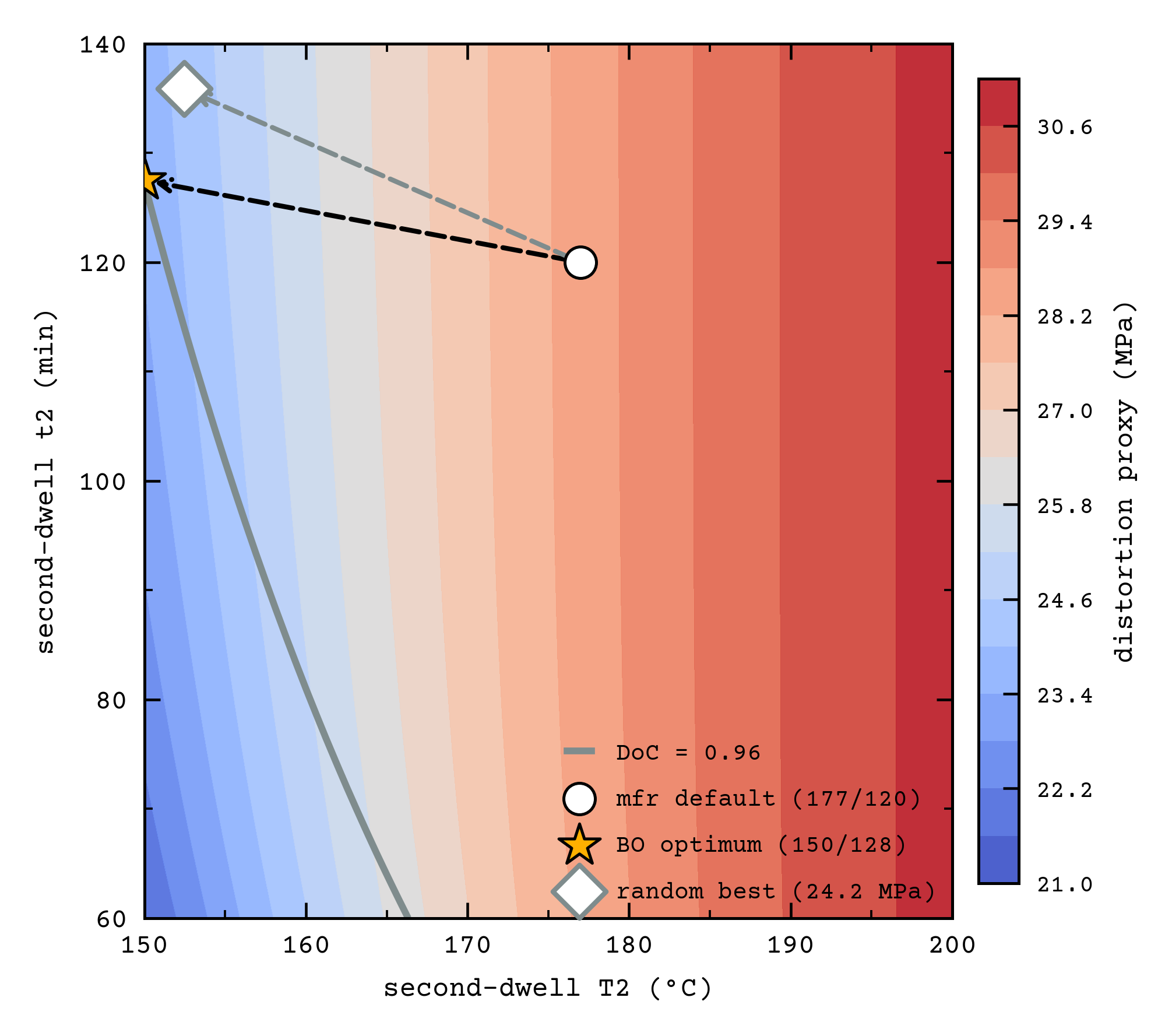
The optimized process cured cool enough to reduce residual stress, but long enough to finish the reaction. It did not over-cure for safety. It found the lowest-stress feasible point while reducing energy consumption.
We were able to show that a higher quality material is achievable in such a way that ensures production scale-up, prioritizing the margins at every step.
The Economic Value
The main returns come from reducing the number of expensive build-test loops. The same–or even better–result is obtained for less money and in less time.
In this case, we reached the target in about eight tests instead of roughly 35, saving approximately 27 build-test cycles. At an estimated $4,000–$10,000 per cycle, that corresponds to roughly $110,000–$270,000 in avoided development cost for a single formulation-and-cure optimization effort.
That number only captures the direct development loop targeting some specific properties. It only represents a small fraction of what a full program entails.
When deploying tailored state-of-the-art modeling instead, we are convinced these magnitudes will be the bottom floor of our impact on composite-development programs.
The Actionable Output
The final output is an explicit, defensible operating point: a specific filler at a specific loading, a specific cure window, the expected degree of cure and distortion, the model’s own confidence, and the physical reasons behind the recommendation.
We start with the recipe most likely to pass—the 150 °C / 128 min, graphene-0.5-wt% panel is the natural first candidate. From there, we use our models after every cycle to understand how to adjust and design the next step in a smart, targeted way.
This is the pattern Chronotope is built for. Across advanced manufacturing, teams face the same structure of problem: coupled physical interactions, simultaneous constraints, scarce data, and expensive experiments.
Chronotope turns that into directed search, building models around the decision a technical team actually needs to make, and pointing straight at the recipes worth testing.
The future–and now present–of R&D is not trial and error. It is a straight path to the materials that will shape the world.
If you or your company want to be part of it, contact us to explore what's possible at contact@chronotope.ai.